There is a problem with the device:
1. This broaching machine is used to broach the joint plane between the connecting rod cover and the rod of Cummins engine. After many debugging, the machined parts fail to meet the design requirements, mainly due to the following reasons.
⑴ The connecting rod clamp with many changes in the clamping force of parts is square. Two groups of clamps (Group I and Group II) are set symmetrically on both sides of 180 °. The clamp body is installed on the rotary workbench. The workbench is controlled by the gear rack hydraulic cylinder for rotation. When the workbench is rotated 90 °, it is the backward position of the broach chute box, and when it is rotated 90 °, it is the broaching position. Each group of clamps can be installed with three sets of connecting rods (three covers and three rods), which are clamped and loosened by the hydraulic cylinder at the same time. The two groups of clamps enter the broaching station by turns. The hydraulic system is shown in the figure. After the connecting rods are clamped, the worktable shall be rotated, positioned, locked and pressed. Group I clamp When the upper connecting rod is broaching, the second group of clamps shall be used to disassemble the finished connecting rod and clamp the connecting rod to be machined.
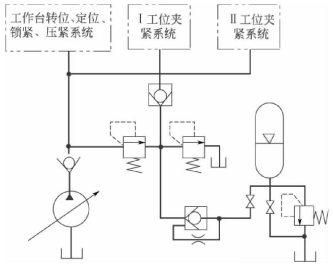
Since each hydraulic circuit is not separated, the pressure of other circuits will drop when one circuit is fed with oil, resulting in the change of clamping force, which leads to multiple changes in the clamping force of a group of connecting rods after clamping and during broaching, resulting in the reduction of installation error and dimensional accuracy of parts,
(2) The pressure building and boosting time of the clamping cylinder is too slow. Because the capacity of the pump and accumulator selected for the hydraulic system is too small, the pressure in the clamping cylinder does not reach the required pressure value after the worktable is rotated, positioned, locked and compressed, but the clamping force is sufficient after 5-7s of broaching, which will inevitably affect the positioning accuracy of parts.
2. Improvement measures
⑴ The clamping system uses an independent pump source to supply oil. A new hydraulic pump source is provided for two sets of clamping systems, so that the pressure of the clamping system and the turntable system does not interfere with each other. The improved hydraulic system is shown in the figure.
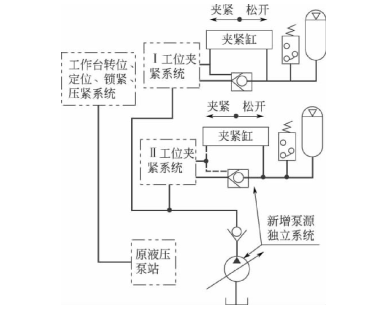
(2) The clamping system is equipped with self-locking pressure maintaining measures. From the figure, I and II groups of clamps are respectively equipped with hydraulic control one-way valve and accumulator self-locking pressure maintaining measures to avoid mutual interference between the pressures of two clamping cylinders; At the same time, the two methods can also keep the clamping pressure of the clamping cylinder in case of oil source failure, thus avoiding parts loosening and broach damage.
(3) Add a pressure relay. Each of the two clamping cylinders is equipped with a pressure relay, which ensures that broaching will not start until the clamping pressure reaches. After improvement, the machining accuracy of the machine tool is significantly improved, and the matching deviation of the broaching connecting rod mating surface is reduced from 0.50 mm to 0.10 mm.
Here, isolation measures are mainly taken to prevent pressure interference between circuits, and constant pressure sequence action measures are taken to ensure that broaching can be carried out only after the clamping cylinder is clamped, so as to eliminate part processing errors caused by clamping force errors.